| 产品特性:墩身吊围栏 | 品牌:中通 | 型号:q235 |
| 标准类型:国标 | 标准编号:墩身雕围栏 | 订货号:2020011 |
| 加工定制:是 | 货号:2020011 | 适用范围:高铁 桥梁 公路 |
| 样品或现货:现货 | 是否标准件:标准件 | 规格:75*75*8 |
| 是否跨境货源:否 |
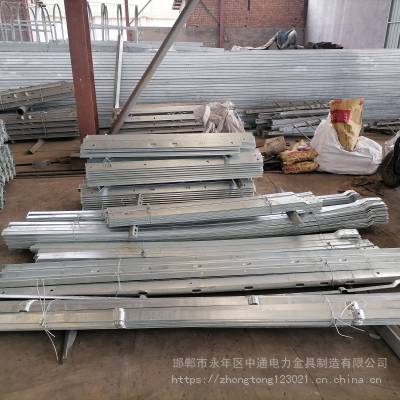
邯郸市永年区中通电力金具制造有限公司专业生产高铁声屏障立柱,遮板栏杆预埋件,防落梁挡块,接触网预埋件,爬梯吊篮,预埋支座,调平钢板,人行道钢横梁,栏杆遮板预埋就,T型钢板,调平钢板等高铁桥梁公路预埋件,可满足多种防腐需要,多元合金公渗,渗锌加钝化,热镀锌,喷塑等多种防腐,源头厂家,质量保障,欢迎来厂来电咨询考察合作。

钢构件制作质量要求:钢材的品种、规格、型号和质量,必须符合设计要求及相关标准的规定。构件焊接时,焊缝的长度、高度必须符合设计要求。构件外观表面无明显的损伤,划痕深度不大于0.5mm。焊疤、飞溅物应清理干净。构件运输、堆放要整齐,防止变形。要格控制下料尺寸、焊缝长度、高度及构件的搭配安装。构件喷漆后应加以临时围护隔离,防止损坏。支架、围栏等制作必须标准,二十二、安装结步行板安装要求:在人行道支架安装之前,必须派专人站在桥两头500-1000米的距离做好安全防护。安装时安装人员要系好安全带,另一端系在固定钢轨的螺栓上,不得系在钢轨上,以防有火车经过发生意外。安装时,应按照步行板规格尺寸进行铺设,在搬运步行板时要轻拿轻放,以免造成步行板的损坏。安装步行板时,应挂线施工,以保持步行板安装在同一平面。安装牛腿时,先用绳子绑于牛腿上,分出两道边分别由两人拉起使其垂直于梁,安装人员及时的把牛腿固定在U型螺栓上。如果不垂直在用垫片加在U型螺栓和牛腿之间,将其调整到和梁垂直的位置,待一座桥所有牛腿安装完毕之后,就要调整使其水平、垂直,以便于下到工序的进行。在调整支架时,先用绑扎丝绑于梁两端的支架上,故绑扎丝就成了一条直线,就可挨个调整使其在一条直线上。调完之后再安装扶手角钢,用螺栓固定在支架上,再穿钢筋。穿钢筋时用预先准备好的木板放在支架之间,安装人员站在上面作业,以***不安全事故发生。用同样在办法调整扶手角钢和钢筋。根据设计要求,所有桥梁的两侧及桥台的两侧都必须安装步行板。步行板安装时,相邻高差不得大于3mm。步行板安装完毕后,应及时用砂子、沥青勾缝,使其粘接紧密、外形美观。安装完成后,然后用事先熬好的沥青砂浆浇灌缝。必须按要求做好安全防护。
吊篮、围栏安装施工方法及顺序:1、材料转运、散布:对照工程数量表采用人工配合机械作业,将材料转运到施工地点,并均匀散步于桥墩对应位置;2、步行板吊装:采用吊车吊篮将步行板运至墩顶,吊装之前吊篮连接要紧密、无松动现象;3、角钢支架矫正:角钢支架安装完成之后,进行角钢支架矫正,要求与墩(台)横向、竖向均垂直,无喇叭口现象存在,角钢支架净空距离要符合相应步行板尺寸要求;4、步行板铺设:对应步行板铺设图,采用人工进行步行板铺设,步行板受拉面朝下,不能倒面放置。
吊围栏施工质量控制热浸锌加工流程:钢构件先脱脂、除油-酸洗-清水清洗-浸助镀溶液-纯化-冷却-热浸锌-烘干预热-检验。河北中通铁路配件有限公司详细为您讲解一下具体的热浸锌加工流程各环节知识。脱脂、除油:采用化学去油或水基金属脱脂清洗剂。酸洗:采用H2S0415%、硫脉0.1%、40℃-60℃进行酸洗,酸洗处理不好会造成锌层附着力不好,镀不上锌或锌层脱落。主要控制浓度、温度和酸洗吨位、酸洗时间。水洗:在流动的清水槽中进行,水洗后将构件上的水控净,尽快进行溶剂处理,防止构件表面氧化。浸助镀溶液:保持在浸镀前构件避免二次氧化,以增强镀层与基体结合。烘干预热:为了防止构件在浸镀时由于温度急剧升高而变形,并除去残余水份,防止产生爆锌,造成锌液爆溅,预热一般是80-140℃。热浸锌:主要控制热浸锌温度、热浸锌时间及构件从锌液中引出的速度,引出速度一般为1.5米/min。温度过低,锌液流动性差,锌层厚且不均匀,易产生流挂,外挂质量差;温度过高,构件及锌锅铁损严重,并产生大量锌渣,影响锌层质量且容易造成色差。锌层厚度主要取决于锌液温度、浸锌时间、钢材材质和锌液成分。一般采用温度450-470℃、0.5-1.5min。冷却:一般采用水冷却,温度不低于30℃不高于70℃。工件从锌液中引出后,由于锌液温度仍然很高,工件引出离开锌液后,锌-铁合金反应持续进行,锌-铁合金相层继续生长,在工件表面形成“合金相层+纯锌层”的混合组织,如果过厚的话,就会导致镀锌层表面呈浅灰色并失去光泽,镀锌层变脆,甚至其他的镀锌层缺陷。因此,从锌液中引出的工件,必须及时、有效地进行冷却。钝化:钝化目的主要提高工件表面抗大气腐蚀性能,减少或延长白锈出现时间,保持镀层具有良好的外观。检验:检验镀层外观光亮、细致、无流挂、皱皮现象。厚度采用涂层厚度仪检测。检测标准《金属覆盖层钢铁制件热浸镀锌层技术要求和试验方法》GB/T13912-2002(代替GB/T13912-1992)。检验:目测热浸锌制件表面应平滑、无滴瘤、粗糙和锌刺,无起皮、无漏镀、***的溶剂渣。热浸锌漏镀面的总面积不用超过制件总表面的0.5%,且每个漏镀面的面积不应超过10cm2,否则应予重镀。